近日,芬兰因出现变异新冠病毒,导致该国疫情持续恶化。鉴于此,当局决定宣布进入紧急状态。芬兰政府将有权关闭餐馆、进一步关闭学校以及限制地区间人员流动等。
芬兰总理马林在当天的新闻发布会上表示,“政府认为,我们所有人都有必要减少联系”,马林还说,“现在每个人都可能影响春季和夏季的疫情走势”。
虽然芬兰是欧洲受疫情影响最小的国家之一,但近日该国多地暴发聚集性疫情,确诊病例迅速上升,累计确诊已超5.8万例,超700人死亡。
世卫组织卫生紧急项目负责人迈克尔·瑞安在3月1日世卫组织举行的新冠肺炎例行发布会上称,年底前结束疫情的想法还为时尚早,较为不现实,聪明的做法是尽可能减少住院病例数量。
世卫组织总干事谭德塞指出,全球新增新冠确诊病例7周以来首次出现上升,欧洲、美洲、东南亚和东地中海国家的新增确诊病例都有所上升。
中国专家钟南山称全球群体免疫需两至三年,须以科学为基准。

戴口罩成为日常,中国制造无可替代
由此可见,疫情结束犹如“病好如抽丝”是一个循序渐进的过程,还需要一段时间的努力。在此期间,戴口罩是性价比最高的防疫方式。为了保证口罩的持续供应,口罩生产不能停歇。目前,全球公认的制造业大国就是中国。
2020年中国工业增加值达到31.31万亿元,连续11年位居世界第一制造业大国。值得注意的是,在过去一年间,中国制造凭借强大的生产能力,在医疗类商品制造中生产出全球市场最需要的各种商品,帮助人类应对新冠病毒。
2020年,中国累计出口口罩2242亿只,防护服23.1亿件,护目镜2.89亿副,外科手套29.2亿双,呼吸机27.1万台,检测试剂盒10.8亿份。中国制造的口罩,呼吸机等医疗类商品被全球市场广泛采购,并一度成为全球硬通货。据统计,中国在2020年,相当于为全球每个人提供了40片口罩。
中国如此高效的口罩生产得益于先进的口罩生产技术和智能口罩设备,从制造到“智造”的转变,正是中国制造业的飞速发展的马达。suntech以50年的技术沉淀和设计经验,以“精工制造”标准,研发生产智能纺粘无纺布机、纺熔无纺布机和熔喷机,助力中国口罩生产,助力人类健康。
口罩主要由三层纺粘布组成,两层纺粘无纺布,一层熔喷布。可以说,口罩生产离不开纺粘布的生产和纺粘技术的发展。Suntech资深专家特地与大家分享经过多年经验总结和打磨的纺粘技术。

什么是纺粘技术?
纺粘技术,通常将形成热塑性纤维的聚合物挤出形成直径约15-35微米的细丝纤维,细丝以网的形式被衰减地收集在传送带上,然后将纤网中的长丝粘合以制成纺粘非织造织物。
怎样的原料能生产优质纺粘无纺布?
纺粘技术优选使用具有高分子量和宽分子量分布的热塑性聚合物,例如聚丙烯(PP)和聚酯(PET)。有时候也可以使用其他聚烯烃,例如高密度聚乙烯(HDPE)和低密度线性聚乙烯(LLDPE)以及各种聚酰胺(PA),主要是PA 6和PA 6.6。
在这些聚合物中,由于聚丙烯的低价格、低密度、耐化学性、疏水性、高强度等有利性能,在生产上更倾向于使用聚丙烯。纤维级聚丙烯(主要是全同立构)是纺粘技术中使用的聚丙烯的主要类型。
聚丙烯最适合用作纺粘技术的重要原材料参数是:熔体流动指数(MFI)约为20–40 g / 10 min,多分散比(M w / M n)约为3.5–7。分子量在180000左右。另一方面,聚酯的重要原材料参数是特性粘度约为0.64,COOH基团含量低,结晶度高和水含量低(低至0.004%)。
纺粘无纺布仅由结晶聚酯制成。结晶度影响预干燥和可挤出性以及长丝拉伸方向,这是制造满足要求并具有适当强度的产品的基础。预干燥是不可避免的,因为热变形的PET在挤出时会发生水解降解。另外,低水含量避免了熔体中的气泡,气泡可能会导致长丝断裂。通常,只能通过聚合物改性来满足要求。除机械性能外,抗紫外线和阻燃性在技术应用中也很重要。
如今,在纺粘织物中发现了双组分。这些双组分长丝的横截面具有至少两种不同的聚合物组分。图1显示了双组分长丝横截面的不同几何形状。有时,双组分长丝借助水力缠结能量分裂或原纤化为超细纤维。所得织物非常柔软,尤其是在整理后,因此被认为可用于服装,卫生和医用敷料组件。此外,具有偏心皮芯结构的双组分纤维可通过两种聚合物组分的不同热收缩率在纺丝织物中产生卷曲。

纺粘技术的处理顺序
图1显示了纺粘机的示意图。最简单的纺粘技术包括四个过程,即纺丝,拉伸,幅材成形和幅材粘合。纺丝工艺在很大程度上对应于通过熔融纺丝工艺制造合成纤维材料。在拉伸过程中,细丝以张力锁定的方式拉伸。纤维网形成过程形成非织造纤维网。粘合过程主要包括热压延粘合、机械粘合和化学粘合。
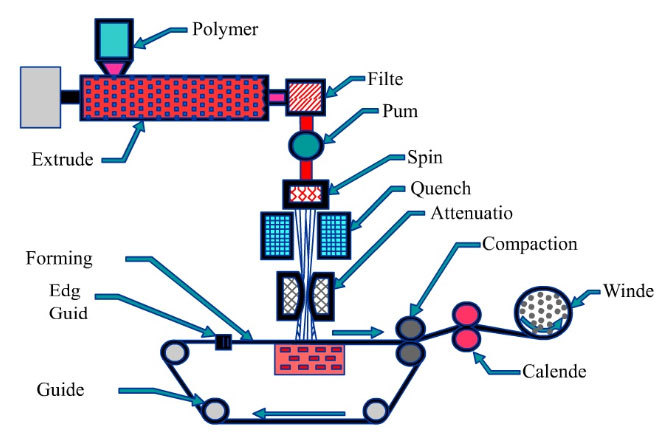
图1
处理的顺序如下:聚合物制备--->聚合物进料--->熔融--->运输和过滤--->挤出--->淬火--->拉伸--->铺放---> 粘接缠绕
1.聚合物的制备
它涉及聚合物粒料或颗粒的充分干燥以及稳定剂/添加剂的适当添加。聚合物的干燥特别是针对聚酯和聚酰胺进行,因为它们的吸湿性比聚丙烯高。通常添加稳定剂以赋予聚合物熔体稳定性。
2.聚合物进料
通过重力进料将聚合物粒料或颗粒进料至挤出机料斗。然后将粒料供应至挤出机螺杆,该挤出机螺杆在加热后旋转。当粒料在螺杆的螺纹之间沿着料筒的热壁向前输送时,聚合物沿着料筒移动,由于粘性流的热量和摩擦以及螺杆和料筒之间的机械作用,即可开始熔融。螺杆分为进料区,过渡区和计量区。进料区在深螺旋通道中预热聚合物粒料,并将其输送到过渡区。过渡区具有减小的深度通道,以便压缩和均匀化熔化的塑料。
3.熔融
熔融的聚合物被排放到计量区,该计量区用于产生用于泵送熔融聚合物的最大压力。熔融聚合物的压力此时最高,并由破碎机板控制,破碎机板的滤网组件位于螺杆卸料口附近。筛网和破碎板还可以过滤掉灰尘和未融化的聚合物块。然后将加压的熔融聚合物输送到计量泵。
4.运输和过滤
正排量计量装置用于将熔体均匀地输送到模具组件。它可确保在粘度,压力和温度变化的过程中,清洁的聚合物混合物始终如一地流动。计量泵还提供聚合物计量和所需的过程压力。计量泵通常具有两个相互啮合,反向旋转的齿轮。通过在泵的吸入侧用聚合物填充每个齿轮齿并将聚合物带到泵的出口来实现正排量。来自齿轮泵的熔融聚合物进入进料分配系统,以向模头组件中的模头提供均匀的流动。
模具组装是纺粘技术中最重要的元素之一。模具组件具有两个不同的组件:聚合物进料分配部分和喷丝头。
5.挤出淬火
纺粘模具中的进料分布比薄膜或片材模具中的进料分布更为重要,这有两个原因。首先,纺粘模头通常不进行机械调节,以补偿整个模头宽度上聚合物流的变化。第二,该方法通常在聚合物的热分解迅速进行的温度范围内进行。进料分布通常以这样的方式设计,使得聚合物分布较少地依赖于聚合物的剪切敏感性。此功能允许仅使用一个分配系统即可处理多种多样的聚合物材料。进料分布可在整个模具宽度上平衡流量和停留时间。纺粘模具中基本上采用两种进料分布类型,T型(锥形和非锥形)和衣架型。 Mastubara给出了每种饲料分布的深入数学和设计描述。T型进料分配得到广泛使用,因为它在模头的整个宽度上均提供了均匀的聚合物流动性和均匀的停留时间。
聚合物熔体从进料分配通道直接进入喷丝头。喷丝头是模具组件的组件之一。纤维网的均匀性部分取决于喷丝板的设计和制造,因此纺粘工艺中的喷丝板需要非常紧密的公差,这继续使其制造非常昂贵。喷丝头由具有数千个钻孔或小孔的单个金属块制成。孔或孔通过机械钻孔或放电加工(EDM)以一定方式打孔。喷丝头通常为圆形或矩形。在商业纺粘工艺中,目标通常是生产宽幅纤维网(最长约5 m),因此,许多并排的喷丝头并排放置以在整个宽度上产生足够的纤维。21喷丝头的分组通常称为块或银行。在商业生产线中,串联使用两个或多个块以增加细丝的覆盖率。
6.拉伸
在纺粘过程中,长丝纺丝,拉伸和沉积的正确整合至关重要。主要的集体功能是固化,拉伸和缠结从喷丝头出来的长丝,并将它们沉积在透气的传送带或收集器上。
细丝拉伸后开始纺丝。在常规的挤出纺丝中,使用一组或多组拉伸辊来实现拉伸。尽管辊压拉伸当然可以用于纺粘,但是通常采用专门设计的空气动力学装置,例如文丘里管。
细丝沉积在拉伸步骤之后。细丝沉积通常也借助于称为扇形或缠结单元的特殊设计的空气动力学装置来实现。扇形单元旨在使相邻的长丝交叉或平移以增加横向纤网。
纺粘无纺布的应用领域
纺粘无纺布在各种最终用途中都有应用,如今已用于耐用和一次性应用。纺粘无纺布的主要应用是卫生,医疗,汽车,土木工程,包装和农业。
suntech智能无纺布机基于50年的技术沉淀和设计经验,“精工智造”标准,研发生产纺粘无纺布机、纺熔无纺布机和熔喷机,助力人类健康。



